




Modern machineries suited for textile industry are nowadays equipped with electronic gadgets and high revolution motors, write Ranjit N Turukmane and Sujit S Gulhane.
Most textile factories face an acute problem of high energy consumption due to the number of operations involved in the cloth manufacturing process. Prolonged use of old technologies based on inefficient machine parameters is the main reason for more energy consumption. Electrical energy required for lighting and illumination is one of the leading causes of high energy consumption in the textiles industry. The share of power consumption and energy in the manufacturing cost is around 20 per cent, next only to raw material costs. This can be optimised by selecting appropriate machine parameters and practices followed in the textiles industry.
The major power-consuming areas in textile mills are:
i. Blow room and ring frame,
ii. Humidification process,
iii. Electrical distribution network, and
iv. Compressed air distribution.
1) Blow room and ring frame
This is one of the most important departments in the spinning industry where bales are fed to the bale-openers for opening into tufts of fibres so as to make them free from impurities. These operations are done in synchronisation with other blow-room machineries. The operations start with the bale-opener, and nowadays movable turret type bale-openers are used which consume more power while moving on over the series of bales to pluck the tufted sheets of fibres. The power consumption is initially more when the machine is started but reduces gradually. For optimisation of power consumption at the blow-room stage, it is necessary to avoid frequent stoppages of bale-openers.
This is an important process whereby fibres get converted into yarn. This can be achieved by drafting, twisting and winding. Spindle specialty is meant to help in twisting and winding. The production of any spinning industry depends only on the capacity of the spindles accommodated in a spinning unit. The ring frame is only responsible for high power consumption just because of high spindle speed that is around 42 per cent over all. The high power consumption can be reduced to optimum spindle speed which is responsible for achieving maximum output with less power input.
The following parameters can be considered for optimisation of energy in a ring frame:
Peak efficiency of a standard motor;
Temperature, misalignment, variation in speed in motor and load ends, active ventilation, hotspots in motor and driven systems on all positions of the shaft;
Spindle bolster surface temperature is an indication of the health of spindle; and
Pneumafil suction pressure should be reduced to 240 Pascal to optimise air consumption.
2) Humidification process
The humidification system without chilling helps to maintain only the RH percent without much difficulty. The central system is the most widely used system in the textiles industry. The system's principal components are (i) air moving devices: fans; and (ii) mixing devices for air and washer: air washers. Air moving devices are always broken into two: return air fans and supply air fans. The return air fans return the air to the plant room from where it may be circulated or exhausted in the mill. The supply air fans supply air to the mill from the plant room. Air washer is a device for intimately mixing water and air. The intimate contact between these two elements is best brought about for this application by drawing air through a spray chamber in which atomised water is kept in transit.
The following components are a must in a humidification system:
Return air and supply air fans,
-
Air washer,
-
Return air floor grills,
-
Return air trenches,
-
Exhaust damper,
-
Fresh air damper,
-
Supply air ducts and grills,
-
Face and bypass dampers on the air washer, and
-
Automation control for damper operation to maintain conditions.
High-efficiency fans are mostly preferred for breezing of damped air to water showers which are carried into transportation ducts. The fan blades should be as light as possible which could be responsible for generation of air at low energy consumption. The temperature of the textiles plant can be reduced by spreading the fabric sheet over the roof of the building. This will reduce plant temperature by 5oC.
The following parameters can be considered for optimisation of energy humidification plants:
-
Compressor,
-
Condenser
-
Metering device
-
Evaporator
-
Operating controls
-
Safety controls
3) Electrical distribution network
Transmission and distribution losses are more in textile mills leading to high energy consumption. This would be more in low voltage transmission than high voltage. Good capacitors are an asset to a network in helping to reduce losses, but bad capacitors are a liability. Nowadays, lighting trends are changing from general applications to visual task-oriented ones. The first priority should be in setting lower voltage of say 200 Vac to lamps for reduced consumption and longer probable burning hours. Alternative approaches can also be mentioned: whether power-consuming servo stabilisers can be used, or whether parallel inductance hooked on to circuit type lighting controller can be utilised.
For example, in telephone exchanges, task lighting in a switch room is now installed at about 2.4m (8ft) above the ground as against the earlier practice of 3m (10ft) above the ground. It has been observed in a lighting study that the illumination level increases by 1.7 times when the mounting height is reduced. This is very much applicable to mills. From the aesthetic sense of fixing at 14ft, many mills have brought it down to 8ft. Ultimately, the worker is more benefited with convenient visual tasking.
4) Compressed air distribution
The power consumption of various looms depends on the weft insertion rates. This may be due to the design and medium used for weft insertion. In case of rapier looms, the mass of gripper (carbon fibre composite) is reduced compared to steel resulting in less power consumption (see Table 1).
Table1. Power consumption of different looms
|
Type |
kWh / kg |
|
Shuttle loom |
1.8 |
|
Gripper loom |
1.3 |
|
Rapier loom |
2.5 |
|
Airjet loom |
3.2 |
|
Waterjet loom |
0.9 |
From the table, it is clear that the power consumption in air jet loom is 3.2 kWh/kg as compared to shuttle looms and other shuttle-less technologies. The major technical development involved in the airjet is responsible for a high rate of power consumption. Certain case studies report the lowest cost of production, highest cash inflow, highest return on investment and steady long-term profitability of airjet looms functioning under Indian conditions in the production of a range of commercially popular fabrics.
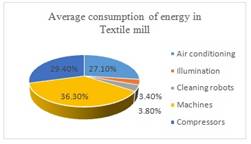
Average consumption of energy in textile mills: There are several sectors in textile mills where energy can be consumed at a higher rate in which the compressor is found to be 29.40 per cent next to machines that are 36.30 per cent (in terms of share of energy consumption).
Optimisation of energy consumption in weaving industry: In weaving, energy is used in machine operations, air conditioning, compressors and other production areas, etc. Two types of energy sources are used in a weaving mill: electrical and thermal. For machine operations, air conditioning and illumination, electrical energy is used; but for sizing, thermal energy is preferred. If you have old model looms, then your energy consumption will be more compared to the latest machinery. So, the latest machinery can cut down energy consumption and definitely improve production rates. One of the root causes of high energy consumption in airjet weaving is the compressor. The rate at which it produces compressed air is next only to the raw material cost. This can be minimised by preventing air losses.
The following can be considered for optimisation of power consumption and energy losses:
-
Air piping losses: the losses increase in branch tees and elbows, fittings and in hose connections;
-
Pressure sensors: intended for optimisation of air pressure;
-
Cut in - cut out switching: Cutin-cutout switch of plant compressor is adjusted so that the range and differential pressure settings allow compressors to run comfortable duty cycles;
-
Standby cycle: frequent on-off cycle to duty standby units in the above auto switch mode in consultation with the manufacturer can operate compressors coolly and efficiently;
-
Cleaning of filter: this enables the equipment to breathe daily.
To cut it short:
The operating efficiency depends on the mechanical condition and technical parameters of any machinery. The above points would lead to optimisation of the utilisation of energy in the textiles industry, which in turn would help to increase the productivity and reduce manufacturing costs of the finished products. The solution-based methods can be applied in the textiles industry to minimise energy losses during production processes.
About the authors:
Professor Sujit S Gulhane completed his M Tech in textile engineering from IIT Delhi. Currently, he is working as assistant professor at the Centre for Textile Functions, Mukesh Patel School of Technology Management and Engineering (MPSTME) in Maharashtra. He has seven years of experience in the textiles industry, and has an interest in yarn and fabric manufacturing and technical textiles.
Professor Ranjit N Turukmane completed M Tech in textile technology from Veermata Jijabai Technological Institute (VJTI) in Mumbai. He is currently working as an assistant professor at the Centre for Textile Functions in Shirpur, Dhule. He has seven years of experience in teaching, and has expertise in spinning, weaving, technical textiles, man-made fibres and textile composites.
References:
1. Schmidt, C., Kissock, K., 2005. Modeling and Simulation of Air Compressor Energy Use. ACEEE Summer Study on Energy Efficiency in Industry 2005.
2. Hasanbeigi, A., Hasanabadi, A. and Abdorrazaghi, M., 2012. Comparison analysis of energy intensity for five major sub-sectors of the Textile Industry in Iran. Journal of Cleaner Production [online] 23 (1), pp. 186-194.
3. Prince Aravin, "Energy conservation in textile industries and savings" www. fibre 2fashion.com, Jun 11 2008.
4. Z. Jian, et.al. How to reduce energy consumption by energy audits and energy management: The case of province Jillin China. IEEE Conference publication (2011)
5. C.K. Pang, et.al. Intelligent energy audit and machine management for energy-efficient manufacturing. IEEE 5th International Conference (2011)





Comments