




Despite being one of the major quality issues in any garment, there are only limited ways to calculate and asses the pucker level in any seam says Rahul Bhardwaj.
Seam puckering; a phenomenon which is shown by a stitched seam when it is under an unbalanced force; this force can either be due to excessive sewing thread tension, or due to the tension produced by the displacement of warp and weft yarns of the fabric or by the unbalanced feeding of the plies of the fabric.
Many of the methods are based on the visual perception and hence are prone to misjudgment. Other quantitative methods which has been evolved through series of experiments conducted around the globe. Due to use of highly sophisticated 3D picture mapping methods it is quite difficult to adopt these systems where it is needed. Hence through indigenously developed equipment and with a simpler method of shape analysis of seam, it can not only quantify pucker level but it can also predict the level of puckering at very early stages making it even easier to check, predict and control.
It becomes even more important in case of denim where sometimes puckering is desired effect rather than defect and considered to be part of design element. The amount of pucker which is required can be predetermined and can be communicated in numerical terms.
Methodology:
Based on theoretical analysis of seam puckering we can derive the conclusions which were confirmed by means of experiments under controlled environment. Pucker length is defined as the length of a single ripple (Measuring quantity mm) Pucker Sharpness (PS) is defined as the ratio of pucker height and pucker length (Being a ratio it has no unit). The pucker sharpness will be a measurable quantity of puckering.
For each experiment a fabric swatch (14"X3") was stitched in middle in a straight line. Correlation between PS and other influencing parameters were calculated.
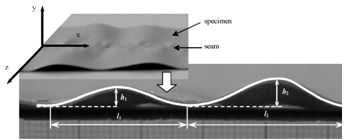
Figure 1: This is a representative diagram of puckering parameters which were calculated in this experiment.
With the help of high definition digital camera picture were taken from a distance of 30 cm away from specimen which was laid flat on the edge of the table.
With the help of precise digital scale (Photoshop PS2) pucker height (h), pucker length (l) and pucker sharpness (h/l) were measured. And hence a graph was plotted between changing variable and the PS. considering the amorphous behavior of the fabric all possible variables were listed as mentioned below.
-
Sewing speed (rotational shaft frequency)
-
GSM
-
Construction
-
Weave density (EPI*PPI)
-
Presser of the presser foot
-
Thread type
-
Thread count
-
Stretchability of fabrics
-
Stretchability of the sewing thread
-
Residual shrinkage of fabric
-
Residual shrinkage of the sewing thread
-
Thermal shrinkage of the sewing thread
-
Feeding system as well as the feed amount
-
Stitches per inch
-
Thread tension
-
Direction of the stitch
-
Handling Techniques
-
Type of presser feet
-
Type of needle
-
Type of throat plate
-
Position of the feed dog
-
Surface friction of fabric
-
Bobbin filling mechanism
For each experiment only one of the variable was changed keeping every other variable constant to get a precise correlation. Based on the results conclusion were draws. It was observed that although puckering is affected by all the factors mentioned above but some of the influencing factors are very significant and many has very negligible effect.
For example GSM, stretchability, shrinkage, thread ticket no., sewing speed, presser feet pressure, angle of feed-dog and weave density are most significant factors.
-
GSM: For the low GSM fabrics puckering occurs in fabrics which are smooth and have less frictional coefficient. The nature of the pucker is feed pucker. For some low GSM fabric samples, the weaves were generally very dense, thus the nature of the pucker is yarn displacement pucker.
-
Stretchability: For highly stretchable fabrics, puckering occurs when the pressure foot pressure is inappropriately set. The nature of the pucker is yarn displacement pucker and feed pucker. For low stretchable fabrics the pucker is tension pucker or feed pucker.
-
Pressure: Puckering is higher at lower values of pressure of presser feet. This is caused because at lower values of pressure the presser feet do not apply sufficient force to hold down the upper ply and the lower ply is fed more. The nature of puckering is feed pucker.
-
Weave Density: Fabrics woven at high EPI/ PPI have higher puckering due to yarn displacement at needle penetration points. The nature of the pucker is yarn displacement pucker. Fabrics woven at low EPI/PPI have high pucker due to inappropriate thread tension or presser foot pressure. The nature of the puckering is tension pucker and feed pucker.
-
Speed: When the rotational shaft frequency of the sewing machine increases the feed pucker and tension pucker increases.
-
Feel: With feel here we have referred to the frictional coefficient between the fabric and the sewing table. When frictional coefficient is less (Slippery fabric) the puckering is more. The nature of the pucker is feed pucker.
-
Sewing Thread Tension: Pucker increases at higher thread tensions. The nature of the pucker is tension pucker.
-
Sewing Thread Ticket Number: As the Sewing thread ticket number increases, the puckering increases due to yarn displacement pucker.
-
Fabric Construction: The synthetic fabrics are more prone to feed pucker and thread tension pucker. Regenerated fabrics are mostly affected by feed pucker and structural jamming.
-
Sewing Thread type: The sewing threads of the filament yarns are prone to tension pucker. On the other hand, the sewing threads of staple yarns are prone to cause yarn displacement pucker.
-
Stretchability of Thread: The high stretchability of sewing thread causes tension pucker when the thread tension is high.
-
Residual Shrinkage of Sewing Thread: High residual shrinkage of sewing thread causes tension pucker in the seams after washing.
-
Feeding System and Feed Amount: Pucker can be increased or decreased with change in the feeding system. Today, Puckering or gathering is controlled using various types of feeding systems such as: Puller feed, Differential, Needle feed etc.
-
Residual Shrinkage of Fabric: Fabrics with high residual shrinkage show yarn displacement pucker.
-
Stitches Density: Puckering is higher at lower stitch density. The nature of the pucker is tension pucker.
-
Direction of Stitch: Puckering is higher in the direction of maximum stretch of fabric which is generally bias direction. The nature of puckering is asymmetrical. But it is also noticed that puckering is minimum when fabric is stitched at very low (50-100 to the warp grain) angle
Type of presser feet: For certain fabrics especially pile fabrics; feed pucker is caused by normal presser foot. To reduce this Teflon presser foot can be used.
-
Type of Needle: Puckering is more when higher number needle or thicker needles are used in fine, low GSM (Global system for Mobile communication), densely woven fabrics. The nature of the pucker is yarn displacement pucker.
-
Type of Throat Plate: If the needle hole in the throat plate is bigger than required for the needle must be big. The needle penetration also pushes the stretchable fabrics in the hole with itself. Thus causing yarn displacement pucker.
-
Type of Feed Dog: When feed dog is normally set, there is moderate puckering. When positive feeding is set it has minimum possible pucker. When negatively set, it causes maximum pucker.
-
Bobbin Filling Mechanism: If the tension at which the thread is filled in bobbin, is higher the puckering is more and is bobbin are filled more than 85per cent for synthetic thread then also more puckering is caused. The nature of puckering is tension pucker.
Some of the important graphical correlations are mentioned below:
1. GSM of the fabric:
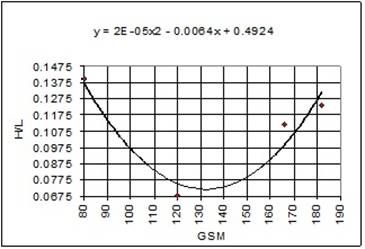
Experiment: Variation of pucker sharpness with GSM when all other parameters are kept constant as per the list attached in annexure. It is visible that PS has a high dependency on fabric GSM and for the constant weave density GSM range of 120 to 130 has least amount of pucker.
Conclusion: GSM has non-linear relationship with puckering. Both high and low GSM fabric show high puckering if thread and feel setting are constant.
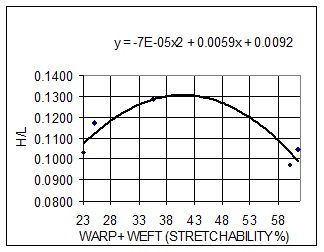
2. Stretchability of the Fabric:
-
The amount of pucker remains nearly independent of the stretchability of the fabric after 30per cent warp or weft stretchability.
-
24 per cent stretchable fabric are more pucker sensitive fabrics at this level pucker sharpness is the most
-
Stretchable fabrics behave more like a dense fabric being stitched by high SPI(Stitches Per Inch).
-
While stitching, the fabric is stretched a little and when it is stitched the fabric again regains it shape and structure and while the density of the fabric increases the pucker becomes more prominent because of the structural jamming.
-
So, when we require a high pucker sharpness then we must consider the fabric of stretchability 10 per cent to 20 per cent. The pucker sharpness is towards its limiting value after that it starts decreasing.
3. Effect of the change in pressure:
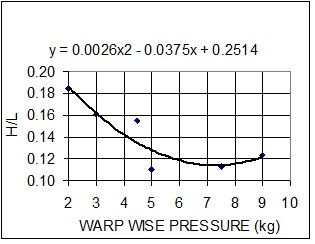
At 2 kg pressure all type of fabric face seam slippage as cotton and other regenerated natural fibers have less cohesive force than adhesive force and because of that the fabric sticks with the feed dog and is fed more. As, both of them slip over one another.
-
At higher pressure the cohesive force becomes more than the adhesive force. This prevents the ply slippage of the fabric and thus prevents seam pucker.
-
Although, at higher pressure the chances of seam pucker are low; but there are more chances of fabric damage. So, to get a perfect seam with desired amount of pucker we should adjust pressure to its lowest but most suitable level.
-
For, stretchable knits and pile fabrics high pressure is recommended as with the increment in thickness of the seam chances of ply slippage increases.
4.Effect of Weave Density
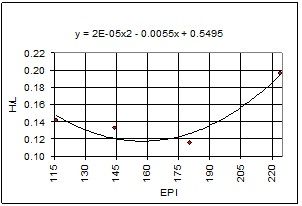
With increase in weave density a gradual change in PS has been observed. For high pucker sharpness, high PPI (Picks Per Inch) fabric is recommended and for the garments which have to be pucker free PPI between 80 and 90 is suitable.
As thread of same ticket no. was used in all the above sampling it is quite visual that how ticket no. is one of the influencing factor for puckering.
5. Sewing Speed
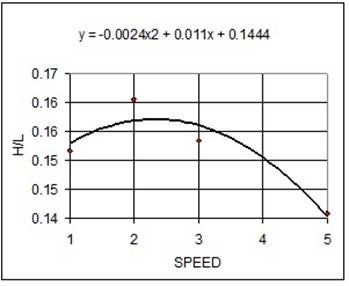
The above correlation proves that Acceleration has a direct correlation with amount of pucker produced. It is very important to note that at lower speed sudden acceleration may result in higher amount of puckering. At high but constant speed puckering is least.
And hence it is advised that sewing operations should be done in longer strokes avoiding sudden acceleration.
6. Coefficient of friction of fabric
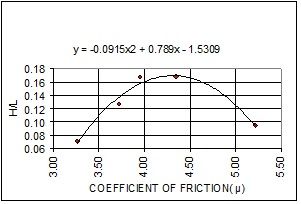
Puckering sharpness shows an increasing trend with the increase in coefficient of friction except at 1 point i.e. at =5.2120. So, we can say that puckering increases and then decreases with the increase in coefficient of friction.
Puckering is highest at coefficient of friction = 4.3483.
Conclusion:
-
It has been observed that the phenomena of puckering can be quantified to a much precise level.
-
Understanding the relation between Pucker Sharpness and different influencing factors can help us decide perfect machine setting required to achieve required pucker level and even pucker free garments.
-
For products like denim where puckering in seam is sometimes desirable for aesthetic appeal this evaluation can certainly give a closer level of control to get maximum uniformity in visual effect across different pieces.
-
It can also be concluded that puckering is not only qualitatively perceivable phenomena but it can also be measured and predicted through standard measuring techniques.
About the author:
-
Rahul is a senior consultant at ThreadSol. He has over 5 years of experience in apparel operations and consulting. He has a bachelor's degree in fashion technology with specialization in apparel production from NIFT, Gandhinagar. He also owns a masters' degree in 'advance research and data analysis' from Azim Premji University, Bangalore.
Image Courtesy:
Dobilaite, V., & Juciene, M. (2006, November 20). Influence of Sewing Machine Parameter on Seam Pucker. (V. Dobilaite, Ed.) Department of Clothing and Polymer Products Technologies, 7.
References:
1. Iaeng.org
2. Amefird.com
3. Scolinger, J.S
4. Tayler, J. D., Carr, H., & Latham, B. (1994). Carr and Latham's Technology of Clothing Manufacture, 3rd Edition. Oxford: Blackwell Publishing Ltd.





Comments